Salut,
oui la plupart prennent du jeu, le système adopté sur la 600 (comme sur les 350 YPVS, que j'ai aussi), est vraiment déplorable, surtout au niveau biellettes / B.O.
Donc comme dit Bacchus, il ne doit pas y avoir du jeu qu'ici, c'est le moment de refaire le reste aussi.
Mais ne va pas acheter tes pièces chez Yam au prix du platine,
Voici la recette à Tonton Gabuzo :
Tu démontes tout le bouzin si c’est pas déjà fait, tu prends les cotes des bagues et des joints à remplacer,
C’est tout des cotes en milimètres, et aux dimensions les plus utilisées en industrie (18 / 20 / 24 / 27 ... ) Faut au moins leur reconnaître ça aux ingés Yam.
Pour les bagues, l’idéal est le bronze autolubrifié (fritté), ça résistera plus longtemps que du bronze ou du laiton massif. Plus sophistiqué, il y a aussi une infinité de bagues à revêtement téflon, graphite ou autre, voir en polymères, j’ai pas essayé.
C’est surtout les dimensions qui vont guider ton choix, car toutes les variétés ne sont pas dispo dans toutes les dimensions.
Voilà pour les bagues.
Pour les oinjes, ne te complique pas la vie à chercher des spi, ils sont difficiles à trouver en industrie dans ces dimensions, et si tu en trouves ça sera inutilement cher. Inutilement, car ici des spi ne servent à rien : les déplacements pièce / pièce sont quasi nuls, et on se fout du frottement parasite.
Donc deux joints toriques font parfaitement l’affaire, ce sont des dimensions ultra-standart, et ça vaut queude.
Tu trouveras bagues et joints au comptoir industriel local,
Pour te donner une idée, cherche parmi les catalogues ici :
http://www.ibinsa.com/fr/catalogos.html
Et si tu gogolises ‘ bagues bronze “ tu trouveras plein d’autres sites et catalogues de fournisseurs. Ceci pour savoir ce que tu dois chercher. Y’a peut-être moyen d’acheter aussi en ligne chez les trucs genre Conrad ? Je n’ai pas essayé.
Le truc chiant, c’est que les comptoirs industriels veulent de moins en moins vendre au détail au particulier. Faut en essayer plusieurs, ou passer par un pote qui gratte dans la maintenance.
Voici la liste des joints et bagues qu’il m’a fallu pour ma 51J :
toutes les pièces sont à prendre en double, deux de chaque donc.
Joints :
Oring 20 x 5
Oring 18 x 4
(ø Int x ø du fil)
Bague 20 x 27 x 20
Bague 18 x 24 x 18
Bague 18 x 24 x 22
(ø Int x ø Ext x Lgr )
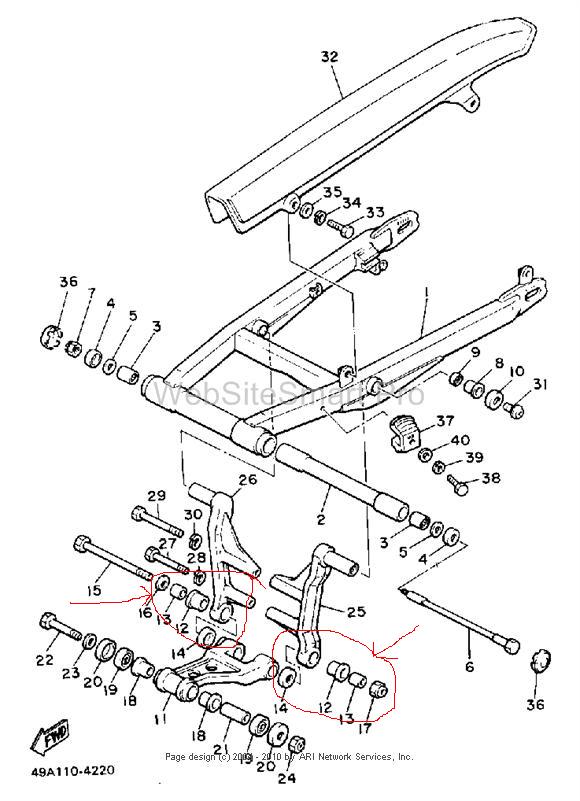
Il y a là de quoi refaire à la fois le bas des biellettes, (la partie que tu montres sur ton schéma), et le haut des biellettes, là où elles sont ancrées dans le B.O.
Tu ne peux pas te tromper, chaque pièce n’a qu’un endroit de montage possible.
La seule astuce, est que pour le palier dans le B.O., je n’avais pas trouvé de bague épaulée assez longue (pièce 8 sur ton schéma), j’ai donc pris une bague épaulée et une cylindrique. Le tout était légèrement trop long, faut retailler deux mill de mémoire ( au tour, ou à la lime).
Tu mettras la partie rectifiée à la main, côté intérieur du B.O.
Même si la rectif n’est pas parfaitement d’équerre, c’est pas trop grave car il n’y a rien qui porte “ à plat “ dessus. Et les deux bagues seront jointives par leur face d’origine.
Ces bagues doivent être celles en ø Int 18, de mémoire, soit deux épaulées et deux cylindriques en tout.
Donc celles en ø Int 20 doivent logiquement être celles pour le côté amorto, et sont des bagues épaulées.
J’ai fait tout ça il y a plus de trois ans, donc désolé de ne l’avoir plus parfaitement en tête, mais tu ne peux qu’y arriver.
J’en avais eu pour 22 Eu en 2007.
Les vis à empreinte Chc de 6 et tête large, sur le B.O., ont leur filetage collé dnas les biellettes. Si tu les attaques telles quelles, tu vas foirer l’empreinte. Il faut les chauffer copieusement, taper dessus par l’intermédiaire d’une tôle en alu pour ne pas les abîmer. Taper sec, en appuyant l’arrière de la biellette sur une pièce très lourde. Sinon ça revient à taper la tête de la vis contre le bord du B.O. et ça ne sert à rien. Ce qu’on veut, c’est secouer le filetage de la vis dans la biellette. Dévisser tant que les pièces sont très chaudes et donc la colle ramollie.
Bonne bricole.